Silver. Part 8
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Silver. Part 8
A cherry-red heat is then maintained and a full blast is kept up, the litharge being washed in sweeps towards an outlet which requires to be deepened in proportion as the liquid metal sinks in the hearth. When the oxidation has been carried as far as is feasible in this furnace, water is run in by a wooden spout through the door / upon the surface of the silver, causing it to solidify. The cupel is renewed when worn out by removing the dome b; the impregnated cupel is broken up and smelted for the recovery of the lead and silver which it has absorbed. the lead obtained by the reduction of the litharge first formed is fit only for shot or type-metal, as it contains antimony, iron, and other impurities; whilst the lead from the last portions is largely mixed with silver. The use of a blast heated to 400° F. (204 1/20 C.) effects a notable saving of time and fuel in the cupellation, and permits the treatment of lead associated with 10 or 12 Per cent. copper. All the silver separated by cupellation has to undergo a process of purification, described on p. 428.

(3) Eliquation
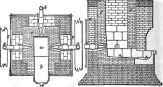
This constitutes a preliminary step to cupellation in the case of some ores containing copper. The principle involved in the process is first to extract the silver from the copper by producing a silver-lead alloy, and then to separate the silver from the lead by capellation. The process is now mostly superseded by the " vet methods," but where it survives it is conducted as follows. The copper is dealt with in. the form known as " black copper "; this is broken very small or granulated, and melted with alternate charges of argentiferous lead in a small blast furnace; the copper-lead alloy thus formed is cast into discs measuring 18 in. across and 3 in. thick, by pouring it into thick cast-iron moulds and chilling it with cold water. On a hearth similar to that shown in Fig. 1T0, the discs a are ranged on edge with wooden wedges between, along a trough formed by 2 cast-iron plates b inclined towards each other, and heated by a wood fire in the grate c. When the gutter is packed with discs, it is closed at the side by an iron plate d (Fig. 171), and then all remaining space is filled up with wood charcoal.
The heat from the fire in c ignites the charcoal, and, as the temperature rises, the lead melts and flows between the plates b and out into receptacles placed to catch it at the mouth of the furnace c. The fire is regulated by dampen at e. After 3 or 4 hours, the lead will have flowed away, carrying the silver with it, and is cast into ingot ready for cupellstion.
Fib. 110.
The residuary copper discs, still containing about 25 Per cent. of argentiferous lead, are submitted to greater heat in a sweating furnace (Fig. 172); here they are put over a series of fire-brick stalls a, where wood fires are ignited, whose combustion is supported by the draught of the chimney ft and flues c. The lead Is mainly oxidized to litharge, much of which, mixed with copper oxide and silver, accumulates in the bottoms of the stalls a, and is gathered thence for fusing with the black copper in the liquation hearth.
(4) Smelting
In Nevada, the argentiferous galenas containing much antimony are dealt with in the following manner. The ore is first smelted in a shaft furnace to afford a crude metal consisting of antimony and lead with tome 30/. to 40/. worth of silver per ton; this is next freed of antimony by calcination in a sublimation furnace; and the silver-lend alloy is finally cupelled on an English hearth. The shaft furnace for smelting the crude ore is shown in Fig. 173. Its total height is about 40 ft,;the hearth is built of trachytic rock, and the shaft is of common brick with a fire-brick lining from the hearth up to the throat; a is the health or sole; 6, the sump or receiver into which the metal runs on being tapped from the furnace; c, twyers; d, blast pipes, e, pipes to supply water to the twyers; f, furnace lining. The capacity of the furnace is 12 to 13 tons per 24 hoars. The ore is broken small, spread upon the charging floor, and mixed with about 25 Per cent. of flux, which may be limestone, or slag, or a mixture of both, or litharge from the cupelling furnace; to this is added about 15 bush, wood-charcoal per ton of ore, and some 100 lb. of the mixture is fed in at once, the supply being kept up as the smelting proceeds.
When the furnace is in regular operation, the slag is discharged continuously, while the metal is tapped off into an iron sump at intervals of 1 or 2 hours, and is removed thence for casting into ingots. The yield is about 5 tons of crude mixed metal from 12 tons of ore. The charcoal used is made from the " nut pine," and is considered of excellent quality.
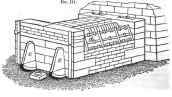

Fig. 173.
The sublimation furnace for the removal of the antimony consists of a cast-iron bath 13. ft. long, 5 ft. 8 in. wide, and 8 in. deep, made of 1-in. metal, supported on a substantial foundation, and inclosed by brick walls 10 in. high, over which an arch is turned. At one end is a fireplace, the flames from which pass over a bridge and thence impinge upon the surface of the metal in the bath. Openings are provided for the admission of air to the charge, and others for introducing the charge and removing the scum which forms on the surface. A tap at the side near one end of the pan permits the refined lead to be drawn off, while a chamber connected with the chimney arrests much of the condensed antimony oxide. At starting, the bath is usually heated to redness, and the pigs of crude metal are introduced and allowed to melt; the charge may be 6 or 8 tons to commence with, and fresh supplies are added as the skimming and oxidation reduce the bulk by removing the antimony. Very little fuel is needed, sometimes even sage-brush sufficing for this purpose. The metallic scum taken off during the calcining constitutes practically an antimony-lead alloy (71 Per cent. of the former with 29 of the latter), and is cast into bars and sold for type-founding and similar applications.
Continue to:
My Books

