Wiping Branch Joints
Description
This section is from the book "Practical Up-To-Date Plumbing", by George B. Clow. Also available from Amazon: Practical Up-To-Date Plumbing.
Wiping Branch Joints
Fig. 235 shows a badly shaped joint that is often made by the use of a thin cloth, while Fig. 236 shows a joint that may be much more readily made by the use of a thick cloth. When everything is ready and the solder is at a suitable heat, it should be splashed on very carefully while at the same time the pipe should be warmed for a few inches each side of the joint with the solder. When the solder on the joint is at such a heat as to make it difficult to keep it on the pipe with continually drawing it up, take a small clean iron at a dull red heat, and start wiping at one end of the joint. Carefully form the sides of the joint and wipe the solder as hot as possible by the continual application of the iron before each part of the joint is wiped. Finish the joint at the same end as it was started by drawing the wipe-off to the outside edge of the joint.

Fig. 235.
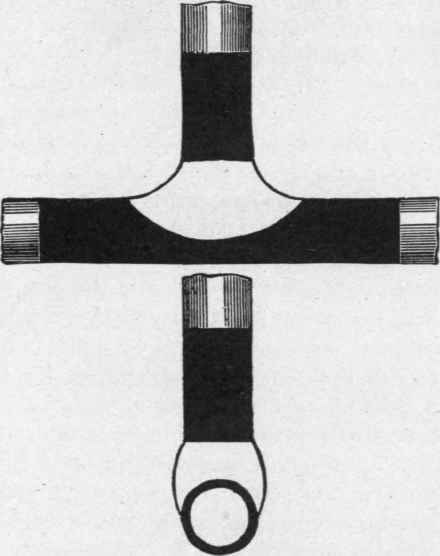
Fig. 236.
A lead pipe can be wiped to a cast iron pipe with a fair amount of ease, but the joint will not stand satisfactorily. The best way is to file clean the end of the cast-iron pipe and then coat it with pure tin, using sal-ammoniac as a flux. The pipe is then washed to remove the sal-ammoniac, and afterwards re-tinned, using resin and grease as a flux. A plumber's joint, 3½ inches long for 4-inch pipes, is then wiped in the usual way. Great pains will have to be taken to make a good, sound, strong joint between the two metals. Nevertheless, in the course of time, it may be only a few years, the cast iron will come out of the solder. The first sign of decay will be a red ring of iron rust showing at the end of the joint. This rust will swell a little and cause the end of the soldering to curl slightly outwards. Eventually the rust will creep between the solder and the iron and destroy the adhesion of the one to the other. Only those metals that alloy together can be satisfactorily joined by soft soldering, and the solder should contain as great a proportion as possible of the metals that are to be united. The joint would, if out of doors, be subjected to temperatures ranging over 90° Fahrenheit, under such conditions the solder would expand .001251 inch, and the iron would expand .000549 inch, or less than half as much as the solder. The joint would therefore eventually become a loose ring on the iron pipe, but not on the lead pipe, as the expansion of lead and solder do not differ materially.
Numerous experiments have been tried for overcoming the difficulty of wiping joints on ordinary tin-lined pipes, but the only method which has been found to approach success has been to insert a long nipple of tinned sheet iron, this method, however, has not been wholly successful with the ordinary make of tinned pipe. However, on a new kind of tin-lined pipe, wiped joints can be made very easily, without the tin lining melting.
It would often be a convenience if copper pipes could be united satisfactorily by wiping, but plumbers' wiped joints are of no use with copper tube, for the expansion and contraction will not permit them to remain sound, as many hot-water engineers know to their cost, brazed joints would be satisfactory, though troublesome to make. If copper pipe is thick enough to be threaded, have the fittings threaded also, and screw them together the same as with iron pipe, except that with long runs there must be expansion joints or other provision made for expansion. Even when a wiped joint on copper pipes is strongly made by sweating on a sleeve and then wiping a joint over the whole, it is doubtful if it would be permanent. It is very probable that electrolysis would set in, if the pipe is in damp ground. However, should circumstances suggest that a wiped joint might answer, the work is done as described below.
Wiped joints on copper pipes are longer than wiped joints on lead pipes. Copper pipes 2 inches or more in diameter have joints from 3½ to 4 inches long, 4-inch pipes have joints about 5 inches long, but it must be remembered that whilst reasonable length and thickness of joint are necessary to enable the copper pipe to withstand pressure and strain, the maximum time of service does not depend on the length or thickness of the joint as in lead pipe work. That which determines practically the life of the joint is the extent of pipe which is carefully tinned before making the wiped joint. If the interiors of the two pipe ends are tinned, say, for 6 to 8 inches, if the joint is cut open, in a few years' time, it is found that the tinning has diminished to 2 or 3 inches, a corroding action having taken place at the end of the tinning, for this reason it is advisable that the tinning be fairly thick, so as to retard the separation and ultimate failure of the joint. In tinning copper, first thoroughly clean it with dilute sulphuric acid or scour with sand and water, and then rinse it with chloride of zinc, known as killed spirits. Melt some pure tin, throw in sal-ammoniac as a flux, and dip the copper in the tin, or pour or rub the latter over the copper. In pipes forming a portion of a distillery plant it is especially important that untinned spots are not left on the interiors of the pipe ends, as at such spots the destruction of the tinning commences at once. The pipe is strengthened by putting one pipe within the other, and the corrosion of the tinning is arrested when it reaches the lap. If sufficient lap is given, the pipe may be handled before the joint is wiped - a great convenience. The pipe ends are placed together, when practicable, over the iron pot containing the molten solder, which is then poured continuously over the joint until a heat is got up. This practice is not possible with lead or brass pipes, because in the one case the lead would melt, and in the other the molten zinc would leave the brass and ruin the solder. When the pipes cannot be moved, a shovel is placed beneath the joint and the solder poured on rapidly. When a thorough heat has been obtained, the joint can be wiped, with the aid of a cloth and of the mushy solder from the shovel, in much the same way as a joint on a lead pipe is wiped.
Continue to:
My Books

