The Story In A Silver Teaspoon. Part 3
Description
This section is from the book "The Wonder Book Of Knowledge", by Henry Chase. Also available from Amazon: Wonder Book of Knowledge.
The Story In A Silver Teaspoon. Part 3
Westminster.

Frontenac.
Brandon.
Modern Designs
This quick and less expensive method of manufacture rendered silver plate available to all classes, and the Sheffield plate was quickly superseded, the old method of manufacture becoming obsolete.
While the process of manufacture was cheapened, the newer craftsmen wisely held to the art standards of the old masters. With the new process came the perfection of modern construction, and the cost is so much less than in the old days that a perfect table service of authentic design, of quality beyond question and guaranteed in every respect, is within the reach of any well-to-do family. Many of the old family pieces of Sheffield have found their way into the melting pot in exchange for the modern electro-plated silverware.
The making of silver-plated flatware is an interesting process and one that requires a great amount of skill and care. The finished teaspoon, as it lies in the show-case or chest, is the result of over thirty distinct operations, while a plain silver-plated steel knife has passed through thirty-six stages in its evolution from the bit of steel rod, in which shape it begins its journey. Some of the more important steps in the making of a spoon are briefly described below:
The Blank.
The metal underlying the silver plate of the best plated teaspoons is of nickel silver, a trade name for a metal composed of nickel, copper and zinc. This metal is procured in sheet form of varying lengths. From this sheet is cut a blank, which bears little resemblance to a spoon, being about half the length of the finished article and very much wider.
Squeezed.
The blank is then "squeezed," which gives to the part that is to become the handle a little more of the appearance that it will have later.
Rolling.
This "squeezed" blank is then passed through a series of steel rolls, giving length to the handle and width to the bowl, and distributing the metal according to the correct thickness - that is, the bowl will be thin and the shank thick.
Clipping.
The next process is termed "clipping," the spoon being cut out from the blank in the correct outline of the pattern.
Annealing.
The process of rolling the metal has so compressed the latter that it cannot be readily worked. It is necessary, therefore, that the spoon be annealed - that is, the shaped blanks are placed in an oven and brought to a red heat, which renders them malleable.
The Evolution of a Spoon.
From the crude blank of nickel silver to the finished spoon, there are over thirty distinct operations necessary, a few of the more important stages being illustrated. When the spoon emerges from the plating solution (see No. 8), it is perfectly white and looks as if it had been treated with a heavy coat of enamel. It is then scratch-brushed, burnished and, in some patterns, the handle is greyed. After this, the spoon is buffed and finished.
Every operation is performed with the utmost care, and not until the piece is actually finished can this vigilance be relaxed, as it is the final processes that make the plating of pure silver an actual part of the spoon and insure its wearing qualities.
Striking and Bowling. - The pattern is then stamped on the handle and the bowl is shaped.
Trimming, etc. - After the pattern and the bowl have been struck, there is usually a small burr left where the metal has oozed out between the dies. This is removed by trimming. The trademark is then stamped on the back of the handle.
Polishing. -The goods are put through various operations of polishing until they are brought to a high finish.
Plating. - The articles to be plated are suspended in a frame in the silver solution. This frame is connected with the negative pole of a magneto-electro machine, while the silver is suspended in the solution from bars and connected with the positive or opposite pole of the machine, thereby forming a circuit for the electricity through the solution.
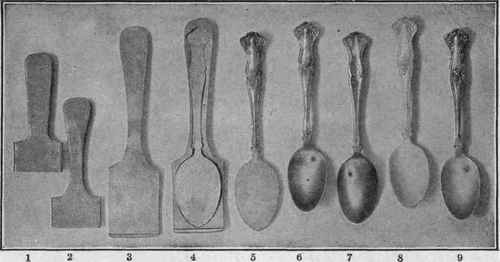
1. The blank. 2. Squeezed. 3. Blank rolled. 4. Spoon cut from blank. 5. Design struck. 6. Bowl raised. 7. Trade-mark stamped. 8. After plating. 9. The finished spoon.
A patent automatic scale, designed to weigh the silver while depositing, is balanced to the exact weight of silver to. be deposited on the article. The circuit is completed by turning a switch and the plating begins.
As soon as the articles receive the proper weight of silver, the scale beam rises, thus making a separate connection with the electro-magnet, which springs the switch, breaking the electric current and stopping the plating at the same instant, also ringing an alarm bell to notify the workman that the articles have received the proper weight of silver.
Quality. - Standard silver-plated spoons are made in two grades of plate - triple and quintuple. The former, however, is the one generally used and answers all ordinary requirements. The quintuple grade is designed more particularly for hotels, restaurants, clubs and other institutions where the wear is especially severe.
The Evolution of a Knife.
There are thirty-six stages in the evolution of a plain steel knife. At one end of the journey we see the cylindrical bar of steel, black and unlovely; at the other, the silver-plated knife, light, well-balanced and heavily plated with pure silver. In the case of other than plain knives, the work involves also the stamping of the pattern.
Double Burnishing. - The thickness of the silver deposited, however, is not the only requisite to insure quality. The plating must be hard as well as thick. This is accomplished by means of a double-burnishing process after the article is plated and before it receives its final buffed finish.
The first burnishing is on machines and this is followed by hand burnishing. This process produces a hard plate.
No matter how heavy the plate, if it is not properly burnished or hardened after plating, the article will not give satisfaction in long wear. When manufacturers treat their wares to as little burnishing as possible, practically relying upon the buff alone for their finish after plating, the result is most unsatisfactory. The buff finish looks all right, but it does not harden the silver sufficiently and in consequence the latter does not wear well. When the article comes out of the plating bath the silver deposited is in a comparatively porous and "fluffy" state. The buffing will hit the high spots but the proper process turns the minute edges, closes the pores and makes the silver hard and compact, vastly increasing the wearing quality.
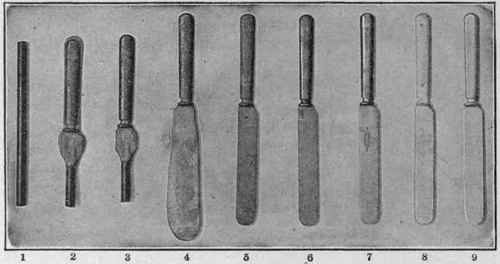
1. Steel cut to length. 2. Handle formed by 1,000-pound blow. 3. Handle margin, or flash, removed. 4. Blade drawn out through a pair of rolls. 5. Blade cut out to shape. 6. Knife roughed with coarse emery. 7. Trade-mark etched. 8. After plating. 9. The finished knife.
The silver thus deposited, is absolutely pure - finer, in fact, than any articles of sterling silver. Sterling is but .925 fine, requiring an alloy to stiffen it, whereas silver for plating can be used .999 fine.
Continue to:
My Books

