Calico Printing. Continued
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Calico Printing. Continued
The pieces are then taken to the river or wash-wheels, to be more effectually cleansed, and afterwards passed through tepid water, in order to insure every impurity being removed. A quantity of madder is next broken into a copper boiler of pure cold water, and a fire is lighted beneath. The ends of several pieces of calico are then skewered together, and immersed in the madder bath, and are kept in constant motion by an apparatus (shown in the article Dyeing), driven by a steam engine until the whole attains the boiling temperature, or even for some time after: the colour being by this means uniformly distributed, the pieces are taken out and thoroughly washed. This process, which is called maddering, has the effect of imparting all the requisite colours at one operation, which may be thus explained: while one mordant precipitates the colouring matter to a red, another precipitates a different portion of it of a purple colour; another precipitates it black, and so of every possible shade from a lilac to a black, and from a pink to a deep red.
If a portion of weld or quercitron bark be added to the madder, every shade from an orange to a brown may be produced; whereas, if weld or bark alone be employed, all colours between a dark olive and a bright lemon can be imparted to the cloth. The mordants generally used in calico printing are acetate of iron for browns, blacks, lilacs, etc, and acetate of alumina for all the different shades of reds and yellows When the good have passed through the madder or weld copper, they are usually carried to a boiler containing wheat bran and water, for the purpose of freeing the white grounds from the stain which they always acquire from the madder, bark, or weld, employed in dyeing the print. It, however, frequently is the case that goods will not bear to be sufficiently branned to clear the whites by that one operation, as branning in some measure impairs the intensity of the colours; such goods, therefore, are partially cleansed in the branning copper, and are then either laid on the grass for some days, until they become perfectly clean and white, or (which is a much more expeditious process) they are immersed for a short time in a very weak solution of one of the bleaching salts, as oxy-miiriate of potash, soda, magnesia, etc.
There is another method of calico printing styled resist work, which is the reverse of that just described, the pattern being printed on a cloth with a certain preparation which resists the colour, when the goods are immersed in the dye vat, so that the grounds only are dyed, the pattern remaining white. This process is practised for printing goods in which the grounds are intended to be blue instead of white. To comprehend the principles of this process, it should be understood that indigo, in its natural or oxygenized state, has no affinity for cloth, but that it is deprived of its oxygen by iron, which has a greater affinity for oxygen than indigo has, and the deoxygenized indigo becomes soluble, and is readily fixed on the cloth. Copper, on the contrary, has a less affinity for oxygen than indigo has; the oxides of copper, therefore, when dissolved, give up their oxygen to indigo in solution, which thus acquiring oxygen, is restored to its natural state, and can no longer impart its colour to the cloth.
The process of resist work is conducted in the following manner: a solution of some of the salts of copper, as the sulphate, nitrate, muriate, or acetate, is thickened with flour paste and gum, or with pipe-clay and gum; and with this composition applied to the blocks which contain the pattern, the pieces are printed in the manner before described of printing with mordants. The pieces, when thoroughly dried, are then repeatedly dipped in the blue vat, as it is called, which is formed by mixing indigo with lime and sulphate of iron, in such proportions as shall most effectually deoxidize the indigo. In this vat the grounds receive the required depth of colour, but the parts printed with the solution of copper remain undyed, because the deoxidized indigo becomes oxygenated the moment it touches the copper, which parts with its oxygen to the indigo, and occasions it to become insoluble, and consequently incapable of forming a dye. After the goods have been sufficiently immersed in the blue vat, they are washed and passed through diluted sulphuric acid, when those parts which had been printed with the preparation of copper are found to be preserved of a good white, the preparation having effectually resisted the operation of the indigo, although all the other parts of the cloth have received a permanent dye.
When the pattern contains a variety of colours, the white parts are subsequently printed by the method already described, (of mordants,) and a bath of madder, weld, or quercitron bark, as the case may be. Resist work, as we have already stated, is employed when blue is to be the predominant colour or ground of the piece; but if the ground is to be white, and the pieces to have only a small object in indigo blue, the colour is printed with indigo deoxidized by orpiment, and commonly called pencil blue, because formerly whatever objects were done with it, were put in with a pencil. This preparation requires to be fixed on the calico before the indigo has time to recover its oxygen from the atmosphere; to protect it from which an apparatus has been contrived, in which the sieve which furnishes the colour to the blocks floats within the colour contained in a vessel, in which the liquid is supplied from an air-tight reservoir, on the principle of a bird fountain, so as always to maintain the liquid in which the sieve floats at the same height.
A third method of printing calicoes is that called discharge work, which consists in first dyeing the cloth of some uniform colour, by means of some of the common vegetable dyes, and iron liquor, which is always used in such quantity as to cover, or at least to disguise in a great measure, the colours employed with it. The cloth is then washed, dried, and calendered, and then printed with a solution of one or more of the metals in some of the mineral acids, which, dissolving the iron in the parts to which the pattern is applied, restores the cloth to the colour with which it was originally dyed. Thus, if a piece, treated with a decoction of Brazil wood, and dyed black by being passed through iron liquor, be afterwards printed with a peculiar solution of tin, the ferruginous part of the dye will be dissolved, and the printed part will instantly be converted from a deep black to a brilliant crimson. This process is only applicable where all the purposes are attained by simply dissolving the iron which forms part of the colour that is to be discharged; whereas, for the fine and more expensive work, citric acid, mixed with gum or flour paste, is printed on the cloth, and wherever it attaches, the mordant, whether iron or alumine, is discharged, and a delicate white is left in its place.
There is another species of discharge work by which the patterns on the beautiful Turkey red bandannas are produced; but as this cannot be properly called a printing process, we refer our reader for a description of it to the article Bandanna. The ordinary sorts of what is called chintz furniture are produced by the process first described, which is repeated one or more times for the superior sorts, varying each time the mordants and the dyeing stuffs; and when the greatest possible variety of colouring is desired, a portion of the white ground is sometimes coloured blue, by putting in with a pencil the preparation called pencil blue; and green is in the same manner produced by applying some of the same colour to parts previously dyed yellow. We shall conclude this article by noticing an improvement which has been made of late years by the introduction of cylinder printing, which has the advantages of superior accuracy and neatness, as well as of greater expedition. In these printing machines the pattern is engraved on cylinders of copper, or brass, or wood, which supply themselves with the prepared colour during their revolutions, which colour is transferred to the cloth by the latter rolling over the printing cylinder as it is wound from one roller on to another.
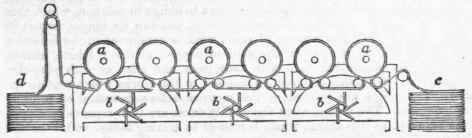
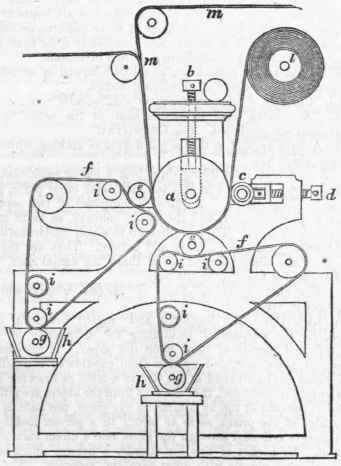
Many of these machines are contrived so as to carry two of these cylinders, each of which has a trough of colour attached to it, by which means two different colours may be printed at a time on one piece of calico, and Mr. A. Parkinson, of Manchester, has invented a machine capable of printing at one time, by means of one cylinder and two surface rollers, or by two of the former and one of the latter, three distinct colours. The leading arrangements of this machine are exhibited in the engraving on the preceding page, a the main roller of iron, round which the calico passes to receive the impression from the three smaller rollers; b one of the screws, to give proper pressure to the main roller; c a copper roller, with one of the patterns engraved on it, and pressed against the main roller by the screw d. The roller c receives colour from a small box at the top, which could not be shown in the engraving, e and e two wooden rollers, on each of which is cut a pattern; f f two blankets, to supply colour to the rollers e e.
These blankets receive the colour by revolving in contact with the rollers g g, turning in the colour boxes h h, and the colour is uniformly spread by the rotatory motion, by the time it arrives at the rollers on which it is to be deposited, i i are guiding and stretching rollers to the two colour blankets; k the guide roller to the blanket which is interposed between the main cylinder and the calico; l the roller from which the plain calico is unwound during the process of printing; m the calico passing from the printing rollers in a printed state. Mr. Parkes (from whose Essay on Calico Printing the foregoing description of the process is taken,) observes, that not only is the printing more correctly performed by the cylinders than can possibly be done by means of the block, but also the saving of time and labour is so great, that a piece of calico which would take a man and a boy three hours to print with one colour, or six hours to finish with two colours, may be printed by the machines in three minutes, or three minutes and a half, and the work will be much more completely done than could have been even imagined before the introduction of this invention.
Continue to:
My Books

