Chapter XX. Joints In Pipes
Description
This section is from the book "Sanitary Fittings And Plumbing", by G. Lister Sutcliffe. Also available from Amazon: Sanitary fittings and plumbing.
Chapter XX. Joints In Pipes
The plumber has now to deal not only with lead, but also with brass, iron, copper, pottery, and other materials, and must be able to make perfect joints not only between two pieces of the same material, but also between any two different materials. Skilled workmanship is essential in this department of the plumber's duties, as, however good the sanitary fittings in a building may be, the exclusion of foul air will not be ensured unless every joint in the internal waste-pipes, ventilation-pipes, and soil-pipes is absolutely watertight and airtight. It is often thought that the same care is not necessary in the case of external pipes, such as soil-pipes, but when it is remembered that these generally serve also as ventilation-shafts for the drains, and are therefore conduits for foul air, and that air escaping from defective joints may be drawn into the building through open windows, it must be admitted that even in external pipes the workmanship must be of the best.
Lead To Lead
The joint which the plumber is most frequently called upon to make is that between two pieces of lead pipe. Two kinds of joint are in common use-the copper-bit joint and the wiped joint. In both cases the two pipes are united by solder, which is a mixture of tin and lead. The proportions vary according to the work in hand. "Plumber's solder" contains about two parts (by weight) of lead to one of tin, and is generally used for wiped joints; "strap solder" is often made of one and a-half parts of lead to one of tin, and is used for copper-bit joints; "fine solder" is composed of lead and tin in equal quantities, and is used for copper-bit joints and seams and for "tinning" brass-work preparatory to making a wiped joint. Into the practical details of shaving, tarnishing, etc, we need not enter. It will be sufficient for our purpose to describe the joints in a general way.
Copper-bit joints are easily made, and require only a small quantity of solder. They are therefore often used by incompetent workmen, and by the worst sort of speculating builders. The lower of the two pipes has its upper end dressed out to form a tapering socket (fig. 173), and the lower end of the upper pipe is rasped outside and slightly opened to fit closely into the socket. A piece of strap solder is then placed in the socket around the upper pipe and melted by the heated copper-bit or by the blow-pipe, so as to flow down to the bottom of the socket and adhere to the surfaces of the two pipes. As tin melts at a very much lower temperature than lead, there is a danger of the tin in the solder running through the joint and solidifying inside the pipe. To prevent this, the end of the inner pipe is sometimes "smudged over." In any case the copper-bit joint is weak and is easily damaged by the weight of the pipes and by their expansion and contraction. It ought never to be used in internal waste-pipes or soil-pipes, and is, indeed, prohibited by some sanitary authorities. The joint" is, however, often made between the brass tail-pipes of lavatories, baths, or flushing cisterns, and the lead traps and flush-pipes, as in many cases the tail-pipes are too short for wiped joints to be made. It is obvious that joints in these positions are not as important as joints in waste-pipes and soil-pipes.

Fig. 173. Copper-bit Joint.
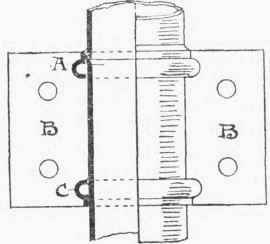
Fig. 174. Copper-bit Joint with Astragals and Lead Tacks.
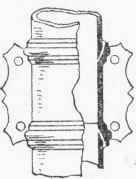
Fig. 175. Cast-lead Socket.
The "overcast" copper-bit joint is strengthened by a thin flat band of solder, which is not wiped but brought to a smooth surface with the copper-bit. It is sometimes used for making the connections to short tail-pipes.
The copper-bit joint when used for external soil-pipes is often strengthened and ornamented by means of a lead astragal and fillet, as shown at A in fig. 174. Lead tacks
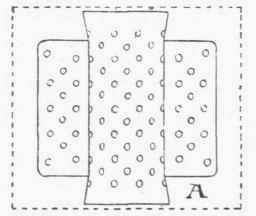
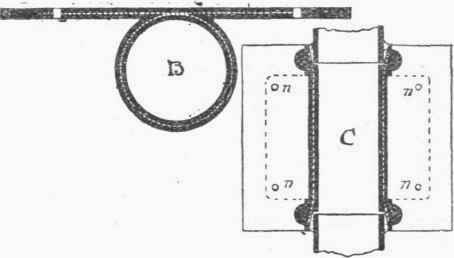
Fig. 176. The "Century" Lead Socket with Copper Core.
B B for supporting the pipe are generally soldered to the back of the pipe immediately below the joint, and a second or dummy astragal, C, is soldered round the pipe close to the bottom of the tacks. A similar appearance is obtained by the use of the cast-lead socket (fig. 175), but this involves the making of two joints, one at each end of the socket. The "Century" patent lead socket (fig. 176) is strengthened by tinned perforated copper (24 B.W.G.) bedded in the middle of the lead both in the socket and tacks. This copper core is shown in elevation at A, the dotted lines representing the outline of the tacks; B is a horizontal section to a larger scale; and C a vertical section, showing the tacks in elevation with the four nail-holes at n n n n. The copper is continued into the recesses at the ends of the sockets, so that the solder connects the pipe directly to the copper core, thus ensuring a stronger joint. The sockets are made either with flat backs for pipes fixed on the face of a wall, or with angular backs for pipes fixed in angles, and in sizes as follows:-
Long Sockets. | Short Sockets. | |||||
Internal Diameter. | Flatback. Width over all. | Angular. Width from Angle. | Height. | Flatback. Width over all. | Angular. Width from Angle. | Height. |
in. | in. | in. | in. | in. | in. | in. |
1 1/2 | 6 1/4 | 4 1/4 | 5 1/2 | 6 7/8 | 4 1/8 | 2 3/4 |
2 | 7 | 4 3/4 | 6 | 7 1/8 | 4 5/8 | 3 1/4 |
2 1/2 | 7 3/4 | 5 1/2 | 6 1/2 | 7 3/4 | 5 3/8 | 3 3/4 |
3 | 8 3/4 | 6 | 7 1/2 | 9 1/8 | 6 | 4 1/4 |
3 1/2 | 9 1/2 | 7 | 8 1/2 | 9 3/4 | 7 | 4 3/4 |
4 | 10 3/4 | 7 1/2 | 9 | 10 5/8 | 7 1/2 | 5 1/4 |
Cast gun-metal round-headed nails, 2 1/2 in. long, are supplied for fixing the tacks to the walls; the nails are made with 3/4-in., 1-in., or 1 1/4-in. heads, left dull or "bright turned." The lead tacks can also be obtained of sufficient width to fold over the heads of the nails.
The wiped joint, also known as the "plumber's" or
"round" joint, is the most generally useful joint for lead pipes. It may be used for connecting two pipes in the same straight line, when it is often known as an "underhand" wiped joint, and also for uniting one pipe to the side of another, when it is known as a " branch " wiped joint. In the underhand joint (fig. 177), the ends of the two pipes are formed in a somewhat similar manner to those in a copper-bit joint, but the whole of the joint is covered with a mass of solder, wiped with a cloth to a round shape. The joint is therefore much stronger than the copper-bit joint, and if properly made is perfectly watertight and airtight. It is undoubtedly the best form of soldered joint for lead waste-pipes and soil-pipes. Fig. 178 shows a wiped branch joint suitable for a soil-pipe. Considerable skill is required to make a perfect wiped joint; notwithstanding the mass of solder weeping often occurs, especially in service-pipes conveying water under great pressure. Some plumbers therefore "overcast" their wiped joints by running the copper-bit over them, as this gives a smoother and closer surface to the solder, but the practice is not looked upon with favour in this country.
The "block" joint (fig. 179) is a soldered joint used for vertical lead soil-pipes fixed in chases. It takes its name from the wood or stone blocks which support the joint. The upper end of the lower pipe is passed through a lead flange, A, resting on the block B, and is then opened out to form a socket, into which the lower end of the upper pipe is fitted. The joint is then completed with the solder C. Two methods of finishing the end of the lower pipe are shown. The upper edges of the blocks ought to be rounded to prevent cracking of the lead. A similar joint is often made in pipes passing through a floor, the floorboards taking the place of the block.

Fig. 177. Underhand Wiped Joint.

Fig. 178. Wiped Branch-joint.
An inferior form of joint is made by tafting back the upper end of the lower pipe so as to form a flange. The upper pipe is fitted to this as in fig. 179, and the joint completed with solder. The lead is often seriously weakened in tafting it back, and a separate flange is therefore much better.
The "slip" joint is made by slightly opening out a short portion of the lower pipe to form a cylindrical socket into which the upper pipe is slipped, a coat of red and white lead or a little putty being relied upon to make the joint tight. Needless to say, joints of this kind are absolutely unsuitable for sanitary work.
Continue to:
My Books

